Yüksek ölçüm doğruluğu, hızlı tepki hızı, güçlü anti-parazit yeteneği ile, erimiş çeliğin WLX-II tipi sürekli sıcaklık ölçüm cihazı, yerli en son nesil yüksek hassasiyetli erimiş çelik sıcaklık ölçümü olan erimiş çelik sıcaklık değişimini gerçek zamanlı çevrimiçi izleme özelliğine sahiptir. ürün.Çeşitli çelik fabrikalarındaki uygulamalarla ürünün güvenilirliği ve stabilitesi yeterince doğrulanmıştır.Kesinlikle platin rodyum termokupl termodetektörün yerine geçecek ideal üründür.
Ölçüm aralığı: 700-1650°C
Ölçüm belirsizliği: ≤ ±3°C
Sıcaklık tüpünün ömrü: ≥24 saat (Saha durumuna göre farklı kullanım ömrüne sahip sıcaklık tüpleri üretilebilir)
Kullanım sıcaklığı: 0-70°C (dedektör), 5-70°C (sinyal işlemcisi)
Standart çıkış: 4-20mA/1-5V(1450-1650°C'ye karşılık gelir)
Çıkış itici gücü: ≤400Ω(4-20mA)
Çıkış doğruluğu:0,5
Güç kaynağı:Ac220V±10V, 50HZ
Güç: sinyal işlemcisi 30W ve geniş ekran 25W.

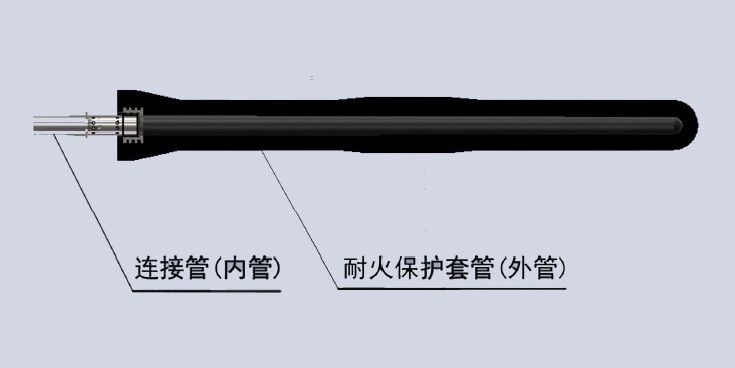
Sıcaklık tüpü, bağlantı tüpü ve yangına dayanıklı koruyucu muhafazadan oluşur.Yangına dayanıklı koruyucu muhafaza, bağlantı borusu aracılığıyla dedektöre bağlanır.Tandiş erimiş çeliğinin farklı derinliğine ve erimiş çeliğin sıcaklık borusuna korozyonuna göre, sıcaklık uzunluğu 1100 mm, 1000 mm ve 850 mm spesifikasyonlarına sahiptir;çap, kullanıcıların ihtiyacına göre özelleştirilebilen ¢85mm ve ¢90mm özelliklerine sahiptir.
Sıcaklık tüpü, sıcaklığı algılamak için doğrudan erimiş çeliğin içine yerleştirilir;yerleştirme derinliğinin 280 mm'den az olmaması gerekir.Sıcaklık ölçüm sinyali dış borunun alt kısmının iç tarafından alınır;cihazın tepki süresi temel olarak sıcaklık tüpünün tabanının dış tarafından iç tarafa aktarılan enerjinin süresine eşittir.Bağlantı tüpü sıcaklık tüpü ile dedektör arasındaki bağlantı için kullanılır.İç tüp esas olarak tüpün içindeki dumanı ortadan kaldırmak ve ışık yolunun temizliğini sağlamak içindir.
| Öğe | Vücut | Alüminyum-magnezyum-karbon cüruf hattı | Magnezyum cüruf hattı |
| Al2O3% | 54.8-56.2 | 61.7-62.2 | 22.7-23.3 |
| SiO2% | 7.0-8.0 | ||
| ZrO2% | |||
| MgO% | 8.5-9.0 | 41.4-42.0 | |
| %FC | 27.1-27.9 | 25.0-25.4 | 29.2-30.0 |
| Hacim yoğunluğu g/cmз | 2.46-2.53 | 2.71-2.79 | 2.48-2.52 |
| Görünür gözeneklilik %'si | 11.5-14.8 | 11.4-13.8 | 11.8-12.8 |
| Soğuk kırma mukavemeti MPa | 20.9-32.9 | 21.2-27.6 | 20.7-26.7 |
| Normal sıcaklıkta bükülme mukavemeti MPa | 20.9-32.9 | 5.4-7.3 | 5.5-8.3 |
Dedektör optik bileşenlerden, fotoelektrik dönüştürücüden, sinyal iletim hattından, çıkış fişinden ve soğutma hava kanalından vb. oluşur. Dedektörün giriş terminali sıcaklık tüpünün bağlantı tüpüne bağlanır;çıkış terminali 6P fiş aracılığıyla sinyal işlemcisine bağlanır;giriş ve çıkış terminalleri esnek soğutma hava kanalı tarafından korunan sinyal iletim hattı ile bağlanır.Optik sistem, sıcaklık tüpünün altından gönderilen kızılötesi radyasyon sinyalini fotoelektrik dönüştürücüye iletir, daha sonra fotoelektrik dönüştürücü, optik sinyali elektrik sinyaline dönüştürür ve ardından bunu sinyal iletim hattı aracılığıyla sinyal işlemcisine iletir.



Sinyal işlemcisi güç modülü, analog sinyal işleme modülü, analog-dijital dönüşüm modülü, dijital işleme modülü, iletişim modülü ve ekran modülü vb.'den oluşur. Geniş ekran, güç modülü, iletişim modülü ve ekran modülü vb.'den oluşur.
Sinyal işlemcisi, sensörün ortam sıcaklığından ve cihazın çalışma sıcaklığından kaynaklanan ölçüm sapmasını otomatik olarak telafi edebilen çift sıcaklık telafisi işlevine sahiptir.
Sinyal işlemcisi, dedektör tarafından elektrik sinyali girdisini alır;Ölçülen erimiş çeliğin sıcaklığı, kızılötesi radyasyon teorisine göre mikroişlemci tarafından hesaplanır ve ekranda görüntülenir.Bu arada iletişim fonksiyonu sayesinde gerçek zamanlı sıcaklık verileri geniş ekranda gösterilebiliyor.Sürekli döküm prosesinin gerçek zamanlı izlenmesi için elektrik sinyali ana kontrol bilgisayarına gönderilebilir.
1) Bu ürünü kullanarak, tandiş erimiş çeliğinin sıcaklığını ve değişim eğilimini sürekli ve doğru bir şekilde tespit edebiliyoruz, erimiş çeliğin daha yüksek veya daha düşük sıcaklığı nedeniyle kanamayı veya su nozulunun tıkanmasını önlemek için zamanında önlem alabiliyor, sızdırma nedeniyle kayıpları azaltabiliyoruz. -deliklerin dışarı çıkması ve donması, kazalar nedeniyle boşta kalma süresi ve dolayısıyla döküm makinesinin çalışma hızının artması.
2) Bu ürünü kullanarak tandiş erimiş çelik sıcaklığının değişim kuralını bilebiliriz.Bu değişim kuralına göre çelik üretimi ve rafinaj gibi bir sonraki prosese daha makul teknolojik parametre gereksinimleri ortaya koyabiliriz.Bunu yaparak, yalnızca kılavuz çekme sıcaklığını 15 ila 20°C kadar düşürmekle kalmıyoruz, aynı zamanda sıkı bir süreç sistemi sağlıyor, yönetim seviyesini ve sıcaklık ölçüm doğruluğunu arttırıyoruz.
3) Doğru sıcaklık ölçümü ile bu sistem aşırı ısınma derecesini 5 ila 10°C kadar azaltabilir.Aşırı ısınma derecesini düşürerek daha geniş eş eksenli kristal bölge elde edebilir, döküm ham malzemenin merkezdeki ayrılmasını azaltabilir, gevşeklik, büzülme boşluğu ve çatlak kusurlarını etkili bir şekilde önleyebilir ve çelik kalitesini artırabiliriz;Bu arada aşırı ısınma derecesini düşürerek döküm hızını ve çelik kalitesini artırabiliriz.Uygulama uygulamaları, bu sıcaklık ölçüm sisteminin döküm hızını ortalama %10 oranında artırabildiğini kanıtlamaktadır.